




成形を始める時に初めて成形するものではない場合、まずは成形状態の良かった成形条件に成形機を設定してから成形を開始します。
しかし、熱硬化性成形で使用している油圧プレス成形機ではどのぐらいの速さで金型に圧力を掛けてゆくのか、つまり材料射出速度の設定に関しては圧力ゲージのようなわかりやすい目安となるものがありません。
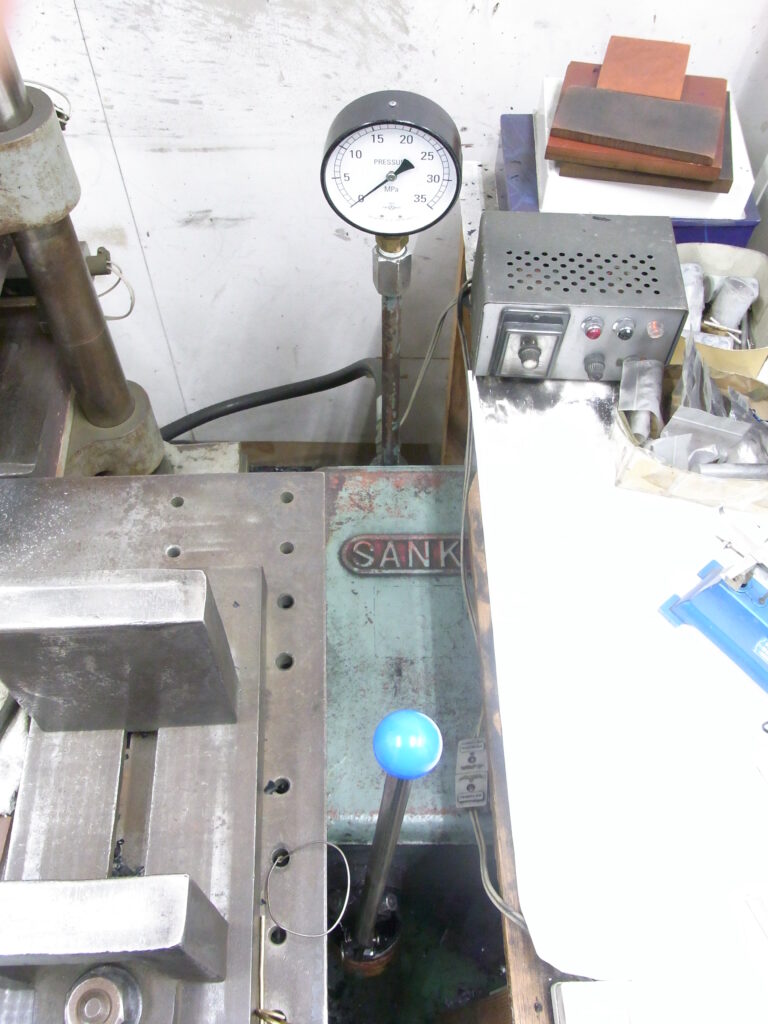
成形しながら設定することも可能ですが、油圧プレス成形機で成形する製品のほとんどがお取引先から支給して頂いた部品を使用するインサート成形なので、できるだけ不良を出さないようにしなくてはなりません。
そのためには、成形状態の良かった成形条件を成形開始前の準備段階で再現し、1ショット目から同じ状況で成形を始めることが必要です。
材料射出速度の変更は六角ボルトを回転させることで速度を上げ下げできるのですが、初めは下の写真に写っている目印だけを目安に設定していました。
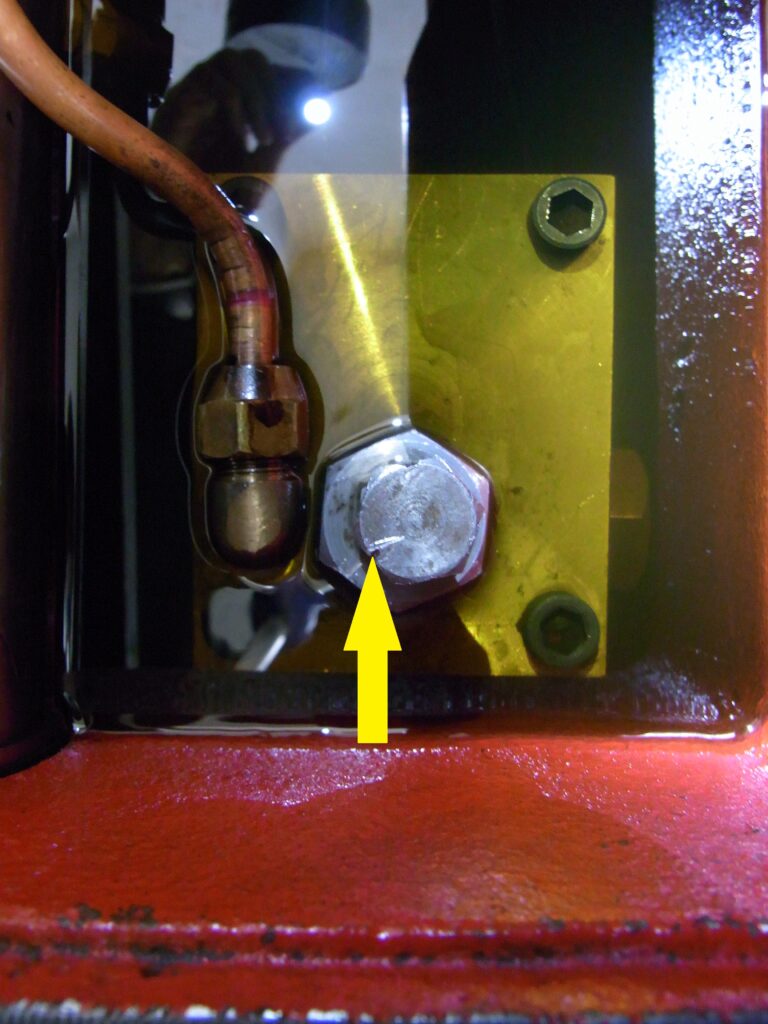
しかし、設定範囲が1回転以上あり、目印だけでは1回転分違う場合もあることがわかったので、圧力を投入してから圧力が上がっていく時に鳴る音の回数や圧力ゲージが設定した圧力まで上昇して止まるまでの秒数など、他に目安となるものを同時に確認して以前の成形条件を再現できるようにしています。














コメント一覧